Если в вашем распоряжении есть бытовой инвертор, вполне реально научиться самостоятельно варить емкости и трубы из нержавеющей стали электродом. В этом обзоре мы рассмотрим особенности сварки нержавейки электродом, основные технологии, базовые правила и ошибки, которых вы сможете избежать в работе после прочтения статьи. Узнайте, как варить нержавейку в домашних условиях без опыта.

Электроды по нержавейке
Существует несколько способов сварки нержавеющей стали, которые используют для создания прочных швов. Рассмотрим наиболее популярные методы для оценки их производительности, преимуществ и недостатков:
При выборе технологии сварки ориентируются на ее стоимость и требующие знания. Опытные сварщики знают, что практически не существует понятия идеальной сварки. В ходе работы главное правильно расставить приоритеты: насколько важна эстетичность созданного шва, его прочность, затраты на производства и другие факторы.
Лучшие производители
Сейчас на рынке доступен более чем широкий ассортимент как отечественной, так и импортной продукции. При этом качество электродов для нержавейки российских компаний не уступает зарубежным аналогам. Среди отечественных производителей лидирующие позиции в рейтингах популярности занимает Лосиноостровский электродный завод. В каталоге ЛЭЗ представлены как обычные материалы для работы с черными металлами, так и узкоспециализированные, ориентированные на сварку нержавеющей стали. Стоит заметить, что одним из конкурентных преимуществ продукции российских компаний является оптимальное соотношение стоимости и качества.
Важно помнить, что использование высококачественных электродов проверенных брендов, имеющих соответствующую репутацию, является залогом надежных и долговечных соединений. С учетом статистики и отзывов сварщиков можно выделить наиболее популярные варианты.
На сегодня многие профессиональные мастера делают выбор в пользу продукции шведской компании ESAB. В ее каталоге представлены качественные виды стержней типа ОК для работы с нержавейкой.
Подводя итог, следует напомнить, что, независимо от выбора конкретного вида электрода для сварки нержавеющей стали, его необходимо перед формированием шва прокалить. При этом настоятельно рекомендуется предварительно уточнить диапазон рабочей температуры и ее допустимые максимумы.
Оборудование
Варить нержавеющую сталь можно любым электрическим аппаратом. Подходят типы MIG, MMA, DC TIG, AC TIG. Однако в любом случае критическим моментом будет необходимость широко регулировать работу устройства. Важную роль играет возможность полноценно работать на более слабом, чем обычно, токе. В противном случае велик риск пережечь или даже прожечь материал.
Лишь сравнительно немногие профессиональные сварочные аппараты обладают всем этим функционалом. О бытовом сегменте и говорить не приходится. Потому подобрать, действительно, подходящее устройство трудно.
В частных домах и мелких производствах применяют как трансформаторные, так и инверторные аппараты. Системы MMA нужны, чтобы изготовить мелкосерийно не слишком важные с инфраструктурной точки зрения соединения.
В сварке нержавеющей стали по системе MMA используют «основные» либо «рутиловые» электроды. Их диаметр определяется толщиной соединяемого металла и его маркой. Отличным выбором окажется «Сварог PRO ARC». Альтернативами будут «ПАТОН ВДИ-200Р», «Сварог Tech ARC». Все подобные устройства могут:
Если говорить не про бытовую, а про профессиональную технику, то можно рекомендовать:
Аргоновую сварку нержавейки в профессиональном и частично профессиональном режимах выполняют очень тщательно. Обычно для этой цели применяют устройства с функционалом SoftSwitch, которая уменьшает интенсивность тепловых потерь. А также полезны:
Фундаментальную роль имеет опция MIX TIG. Такой параметр характерен для профессиональной и полупрофессиональной техники. Суть в том, что переменный ток сменяется постоянным и обратно. Первый ломает пленку оксидов, избавляя от перекала металла, а второй — отвечает за расплавление и сваривание.
У аргоновых систем почти всегда есть функция SpotArc, отвечающая за прихватку металла и точное исполнение лицевых швов.
Хорошими образцами такой техники являются:
Эти устройства из разных ценовых категорий. Однако качество работы у них примерно одинаково. Разница, если не считать мелких нюансов, касается времени беспрерывной работы и мощностных ограничений. Еще стоит учесть полуавтоматическую сварку нержавеющей стали электродами. Даже не слишком опытные специалисты могут взяться за такую работу и успешно довести ее до конца.
Однако в руках продвинутых исполнителей сварочные устройства MIG способны на истинные чудеса. Они справятся и с очень тонким листом, и с крупногабаритными конструкциями. Для работы с тонкими материалами полезна опция задания короткой дуги. Важны также режимы струйного переноса и импульсных включений. Часто применяется комбинация газа и монолитной проволоки из нержавеющего сплава.
Порошковая проволока обычно используется автономно. Однако надо понимать, что она подходит только для не слишком ответственных работ.
Постепенно швы будут покрываться ржавым налетом. Рекомендуется выбирать устройства, которые рассчитаны на работу в аргоновой или аргоно-гелиевой атмосфере. Хорошим вариантом можно считать:
- Kemppi Minarc Vig Evo 170;
- Triton Mig 300;
Технология
Процесс сварки нержавеющей стали электродами включает два основных этапа.
Подготовка
Приготовиться к сварке нержавеющей стали в домашних условиях правильно по силам даже начинающим сварщикам. Раньше всего намеченное место зачищают, используя наждак либо щетку, оснащенную стальным ворсом. Когда видимая визуально грязь убрана, надо обезжиривать поверхность ацетоном либо качественным бензином. Намеченные к сварке детали расставляют так, чтобы между ними был зазор. Сварка тонкой нержавейки начинается с прогрева до 200-300 градусов, что позволяет сократить напряжения в металле и исключить появление трещин.
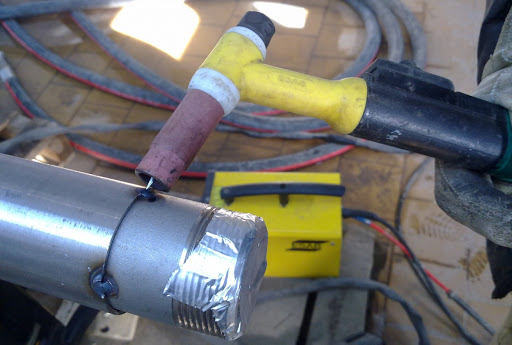
Процесс
Первым шагом при электродуговой сварке нержавеющей стали является прокаливание стержня. Сообразно марке его прогревают до 160-220 градусов.
Важно: заранее греть стержни не следует, иначе обмазка будет хрупка и станет осыпаться. При использовании тугоплавких стержней в плавленый стык надо вводить присадочную проволоку. Работать придется в защитной атмосфере.
Обычные углеродистые стержни применяют только при острой необходимости. Рассчитывать на прочный шов не получится. Уже во время остывания шва часто раздается потрескивание. Это нержавейка, сокращающаяся сильнее черного металла, рвет его на части. Через некоторое время непременно наступит коррозия, и даже незначительное давление может спровоцировать течь.
Потому простые электроды нельзя использовать для:
В любом случае намеченный шов прихватывают несколько раз. Стержень можно наклонять на себя либо в сторону. При этом неизменно его угол наклона составляет не менее 45 и не более 60 градусов. Сварщик должен быть настроен на формирование ванны с густым расплавом. Швы создают быстрыми аккуратными стежками, дуга должна быть короткой, колебания недопустимы.
Поддержание короткой дуги и ровных стежков будет легче при использовании аппаратов постоянного тока. Если используется трансформатор, нужно опасаться возникновения наплывов, уменьшающих прочность стыка. В среднем на заготовку 4 мм используют 100 А ток вольтажом 16 В. Применяют электроды, сечение которых меньше толщины заготовки. Соблюдение этих рекомендаций позволяет гарантировать повышенную прочность стыков даже в домашних условиях.
О том, как сваривать нержавейку электродом, смотрите далее.
Как варить тонкую нержавейку?
При сварке тонких листов важно придерживаться ряда правил, поскольку существуют определенные сложности процесса. Профессионалы советуют:
Важно понимать, что каждый производитель устанавливает индивидуальные требования к использованию расходников. Информация содержится в маркировке. Перед использованием электродов изучите особенности бренда, их технические характеристики и особенности применения. Даже если вы раньше не сталкивались со сваркой электродами, научиться этому можно. Попробуйте свои силы на черновых материалах, а затем переходите к созданию прочных и аккуратных швов.
Как правильно варить нержавейку электродами дома?
Существует несколько базовых правил сварки электродом, которые важно знать для соблюдения правильной технологии. Эти правила связаны с особенностями создания шва на нержавейке.
На подготовительном этапе нужно зачистить детали от грязи, краски, ненужных пятен. Если упустить этот момент, появляются риски пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых свыше 4 мм, разделывать кромки нужно под углом 45 градусов. Для сварки электродами деталей нужен минимальный зазор. Это объясняется увеличением толщины при воздействии высоких температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это способствует увеличению прочности соединения.
Какие правила сварки нержавейки с помощью электродов:
Особенности сварки нержавеющей стали
Сварка элементов из нержавейки требует знания ряда особенностей, касающихся правильного проведения этих работ:
Пару слов хотелось бы сказать об аргонной сварке, которая имеет ряд важных нюансов. Во время сварки нужно следить за тем, чтобы вольфрам случайно не попал в сварочную ванну. Иначе это негативно повлияет на прочностные показатели сварочного шва. Этого можно избежать, если розжиг осуществлять бесконтактным способом, либо сперва зажечь дугу на графитовой или угольной пластине, а затем продолжить работу на подготовленных к соединению деталях из нержавеющей стали.
Советы по выбору
На данный момент производители представляют в соответствующем сегменте рынка более чем широкий ассортимент электродов, позволяющих варить нержавейку толщиной 1, 2, 3 мм и более. Параллельно потребителю предлагаются и так называемые переходные (универсальные) расходники, предназначенные для стыковки нержавеющей стали с черным металлом. Присутствуют в каталогах компаний и варианты, которые можно использовать для аргонодуговой сварки. Главное в каждом конкретном случае – правильно выбрать тот или иной вид.
Важно учитывать, что представители описываемой категории электродов должны хорошо зажигаться, а также активно гореть при выполнении работ. Еще один ключевой момент – это равномерное расплавление и обеспечение ровности шва. Также не должно возникать проблем с удалением электродов с поверхности. На сегодня для сварки нержавейки широко используют следующие разновидности:
В соответствии с актуальными статистическими данными и многочисленными отзывами самыми популярными видами электродов по нержавейке сейчас являются НЖ-13, ОЗЛ-6, а также ЦЛ-11 и ЦТ-15. Важно заметить, что особым спросом пользуются материалы класса ЦЛ, стержням которых не страшны резкие колебания давления и скачки температурных показателей. Такие расходники широко используются в разных мастерских и даже в домашних условиях.
Для многих актуальным является ответ на вопрос, связанный с тем, что лучше подойдет для работы с инвертором. Здесь речь идет о сварке постоянным током при обратной полярности. В таких ситуациях чаще всего применяют:
Помимо этого, при ручной сварке инверторным способом специалисты используют ЗИО-8, предназначенные для жаростойких материалов, а также НИИ-48Г.
Популярные марки
Один из важных моментов заключается в возможности и особенностях стыковки при помощи сварочного оборудования нержавеющей стали и черных металлов. Такой вариант сварки возможен, однако он имеет свои особенности и связан с определенными сложностями. И в первую очередь необходимо акцентироваться на разной структуре свариваемых материалов. Сейчас в подобных ситуациях используются три способа:
Если требуется соединить неразрывно рассматриваемые разнородные сплавы, то наиболее подходящими будут электроды ОЗЛ-12. Когда речь идет об ответственных изделиях, применяют марку ЭА-395/9. В некоторых случаях приходится варить нержавеющую сталь и материалы, состав которых неизвестен. Для этого рекомендуется сделать выбор в пользу электродов ОЗЛ-12.
Анализируя наиболее распространенные марки описываемых расходников, важно уделить внимание сварке деталей, имеющих тонкие стенки.
И здесь в плане подбора электродов стоит выделить важные моменты.
Предсказуемо, все изложенные особенности существенно осложняют работу сварщика с тонкостенной нержавейкой. И оптимальным решением в таких случаях будет использование электродов марок ОК 63,34 и ОК 63,20. Первый вариант можно с полной уверенностью назвать универсальным, поскольку такие стержни актуальны для работы со сталью практически любой толщины. Во втором случае речь идет о расходном материале, ориентированном преимущественно на работу с трубами.
Для формирования неразъемных стыков элементов, выполненных из нержавейки, сварщики используют переменный и постоянный токи. Важно при этом учитывать, что каждая из существующих на сегодня технологий имеет свои особенности, а также явные плюсы и не менее значимые недостатки. Важно учесть, что для каждого из этих вариантов необходимо правильно подобрать расходные материалы. От этого напрямую зависят результаты выполнения всех операций и, конечно же, качество швов.
Для постоянного тока
Важно помнить, что при выполнении работ применяют постоянный ток обратной полярности. При этом необходимо помнить, что правильно подобранные электроды с соответствующим покрытием гарантируют качественный и эстетичный шов. Сейчас опытные специалисты чаще всего используют при работе с нержавеющей сталью нижеперечисленные типы стержней.
Помимо описанных марок, на практике сварщиками используется более широкий ассортимент электродов, позволяющих работать с нержавейкой разных типов и толщины.
Для переменного тока
Далеко не у всех есть возможность эксплуатации оборудования, работающего на постоянном токе. В подобных ситуациях для сварки конструкций и изделий из нержавейки вполне подойдут аппараты, запитывающиеся от обычных сетей, включая бытовые. При подобных условиях выполнения сварочных работ лучше применять такие типы электродов, как ЦТ50, ОЗЛ14 и ОАЛ14А, АНВ36, а также ЛЭЗ8 и ЭА400.
Помимо всего прочего, стоит отметить, что применение вольфрамовых стержней в тандеме с выполнением сварочных работ под газовым облаком позволяет использовать прямую полярность. Данная технология актуальна для соединения тонкостенных элементов.
Также она применяется при предъявлении повышенных требований к качеству швов. Но на практике использование тока, как и соответствующих электродов, не так популярно.
Обзор применяемых электродов
Соединить нержавеющую сталь с черным металлом при помощи обычных сварочных электродов невозможно. Но зато они отлично подходят для прямой работы с самой нержавейкой. Высоколегированные стали можно варить типовыми изделиями российских и иностранных изготовителей. Популярностью пользуется продукция шведской фирмы ESAB.
Она вполне качественная и быстро разжигает дугу, а затем стабильно поддерживает ее.
Электроды типа ОК 61.30 пригодятся для сталей:
Продукция отечественных марок относится к средней ценовой группе. Однако работать с ней совсем неопытным людям весьма сложно. Велика вероятность залипания или колебаний дуги. Однако при правильной работе это не отражается на свойствах формируемых швов. Строгое исполнение технологии минимизирует риски внешней и межкристаллической коррозии.
Важно: все такие электроды получают на основе самой нержавеющей стали. Для соединения коррозионно-стойкого и обычного металла нужно применять переходные электроды.
Проблемой при такой сварке является различие точек плавления. Легированный сплав будет растекаться по поверхности остающегося вязким черного металла. На изготовление переходных электродов, решающих эту проблему, действует специальный ГОСТ.
Говоря про лучшие марки инструментов постоянного тока, нужно обратить внимание на ЦЛ-11. Их состав подходит даже для стали с высокой концентрацией хрома и никеля. Шов будет пластичен и прочен. Он внешне выглядит аккуратно. Побочным качеством окажется приличная ударная вязкость и минимальная опасность разбрызгивания.
Электроды с маркировкой ОЗЛ-8 помогут сварить конструкции и детали для высокотемпературных участков — до 1000 градусов. В остальном они мало отличаются от ЦЛ-11. Что касается НЖ-13, то это оптимальное решение для сваривания пищевой стали. Пригодятся такие электроды и для работы со сплавами, содержащими никель, хром, молибден. При работе формируется сравнительно тонкая шлаковая оболочка, отделение которой не потребует усилий сварщика.
Вот еще несколько вариантов:
На переменном токе нержавеющий материал можно варить с использованием:
- ЛЭЗ-8;
- Н-48;
- ЦТ-50;
- ЭА-400;
Для работы в инертной атмосфере прямым переменным током рекомендуется применять вольфрамовые электроды. Это отличное решение для соединения тонкостенных элементов. Пригодится оно и для заваривания, и в тех случаях, когда шов должен быть очень крепок.
Стоит учесть, что электроды для переменного тока менее популярны, чем рассчитанные на постоянный ток.
Изучая маркировку конкретного изделия, надо обращать внимание на:
Какие электроды выбрать
Если вы хотите избежать образования трещин, правильно выберите стержни. В идеале по составу они соответствуют заготовкам. Существует несколько типов электродов, предназначенных именно для сварки нержавейки:
Для сварки в домашних условиях лучше выбирать простые варианты электродов, с которыми вам будет легче освоить технологию. Заранее проводники не стоит нагревать, чтобы не навредить защитный слой. Обмазка будет хрупкой после охлаждения, что негативно скажется на качестве шва. Прокаливание допустимо только непосредственно перед использованием электродов.
При выборе сварочного аппарата с использованием электрода нужно ориентироваться на модели с постоянным током. Он наиболее подходит для создания короткой дуги, которая способствует созданию прочных и ровных швов. Также новичкам советуют выбирать аппараты с рядом дополнительных функций. Такое оборудование позволит избежать прожога и залипания.
Сварка нержавеющей стали электродами

Сварка нержавеющей стали электродами — очень важное и ответственное дело. Необходимо знать, как варить нержавейку с черным металлом в домашних условиях. Важные нюансы связаны также с использованием переходных сварочных электродов и других вариантов, с технологией подготовки и полярностью тока.
Полезные советы
Чтобы сварка деталей из нержавейки прошла без каких-либо трудностей, во время работы следует учитывать рекомендации от профессионалов:
Обзор электродов по нержавеющей стали и их выбор

Сборка конструкций, элементы которых выполнены из нержавеющей стали, с применением сварки представляет собой довольно сложный процесс, предусматривающий наличие определенных теоретических знаний и соответствующих навыков. И в первую очередь необходимо акцентировать внимание на необходимости использования специальных расходных материалов.
Именно поэтому актуальны обзоры современных электродов по нержавейке. Не менее важный момент заключается в правильном выборе расходников и их использовании во время выполнения сварочных работ.
Полярность
Основные рекомендации таковы:
Тонкости и правила сварки нержавейки электродом
Чаще всего у непрофессионалов, которые только знакомятся с технологией сварки электродами, получается неровный шов на нержавейке. Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
Маркировка
Как и все расходные материалы для сварочных работ, электроды по нержавеющей стали маркируются определенным образом. В соответствии с действующими правилами и нормами на всех заводских упаковках в обязательном порядке должна содержаться идентификационная информация. В перечень данных сведений входят:
Помимо всего уже перечисленного, в большинстве случаев неотъемлемым атрибутом упаковок являются данные о производителе электродов. Также здесь присутствуют дата выпуска и срок годности изделий для сварки.
Стоимость электродов
Цена на электроды для нержавейки формируется под влиянием нескольких факторов, среди которых одним из основных является фирма-производитель. Среди предлагаемых разновидностей расходных материалов наиболее демократичные цены имеют электроды, предназначенные для соединения заготовок из стали с низким содержанием углерода.

Из продукции зарубежных производителей этому требованию отвечают электроды таких марок, как WT, ESAB, E3, W. L. На отечественном рынке также можно найти немало достойных продуктов, которые не только более доступные по цене, но и обладают всеми характеристиками зарубежных электродов — ЭВЧ, ЭВЛ, ЭВИ, ЭВТ.
Из нержавейки изготавливается множество различных изделий и конструкций, хотя этот процесс является довольно сложным. Во многом это связано с низкой свариваемостью этого металла. Чтобы этот нюанс как можно меньше проявил себя не только во время сварочных работ, но и в процессе эксплуатации изделий, необходимо использовать подходящие для этого металла электроды.
Каждый тип электродов, которые сегодня можно приобрести на рынке, предназначен для сварки определенного вида изделий, что обязательно нужно учитывать при выборе этого расходного материала. Профессиональным сварщикам хорошо известно, что означает маркировка электродов, а вот у любителей с этим могут возникнуть проблемы. Поэтому специалисты советуют очень внимательно изучить перед покупкой все характеристики электродов конкретной марки, чтобы впоследствии не пожалеть о низком качестве выполненных сварочных работ.
Статью подготовил мастер Роман для клиентов магазина Левша.рф
Сложности сварки нержавейки обычными электродами

Если вы раньше не сталкивались со сваркой бытовой нержавейки, в ходе работы у вас может возникнуть ряд трудностей. Нержавеющая сталь содержит до 40% хрома, который обеспечивает высокий уровень коррозийной защиты. Из-за большого процента хрома в составе существуют особенности сварки:
Советы профессионалов по сварке нержавейки электродами
Если вы решили изучить технологию сварки электродами по нержавейке, перед вами стоит трудоемкая задача. Это технологически сложный процесс, требующий определенных навыков и знаний. Профессиональные сварщики советуют придерживаться следующих советов:
Актуальность сварки нержавейки электродами связана с тем, что этот материал встречается крайне широко. Его применяют во всевозможных конструкциях, на транспорте и в иных сферах. В домашнем хозяйстве и на производстве систематически возникает необходимость сварки нержавеющей стали в различных вариантах. Стоит учитывать, что сам такой сплав может иметь неодинаковый состав, что прямо влияет на его физические свойства. По сравнению с черным металлом нержавейка имеет повышенный коэффициент линейного расширения при нагреве.
Это существенно увеличивает линейную усадку и повышает опасность деформирования. Очень крупные трещины могут возникать, когда сварщики не соблюдают стандартные требования по зазорам.
Усиленное проплавление свариваемых зон обычно провоцируется пониженной теплопроводностью. В результате приходится сокращать силу тока на 15-20% по сравнению с идентичной обработкой черного металла. Так как типичные нержавеющие сплавы отличаются высоким электрическим сопротивлением, легированные электроды могут сильно накаляться в процессе работы.
Электрод с хромоникелевым стержнем не может быть длиннее 35 см. При большей длине отрицательный эффект часто перевешивает все достоинства. Очень важно соблюдать оптимальный тепловой режим и грамотно настраивать аппарат. При неисполнении таких требований вероятна даже потеря металлом нержавеющих свойств. Компенсировать опасность можно максимально быстрым охлаждением рабочей зоны – даже иногда поливают ее холодной водой.
Полезно руководствоваться ГОСТ 14771-76, также необходимо учитывать нормы ГОСТ 10052-75. Согласно им можно применять электроды для коррозионных либо для жаростойких типов металла. Для материала толщиной более 1,5 мм применяют ручную дуговую сварку. Если толщина превышает 10 мм, использовать ручную методику нельзя.
Как правильно варить тонкую нержавейку?
При работе с тонкими нержавеющими листами существуют определенные правила, которых важно придерживаться для создания прочного и аккуратного шва. Пошаговая инструкция, как варить нержавейку:

Нержавейку электродами выполняют в домашних условиях и на производстве. При этом может меняться температура, оборудование, сила тока, толщина стали, другие особенности технологии и самого материала.
Марки и виды электродов
Электроды для нержавейки отличаются между собой различными характеристиками, в том числе и маркой. Чаще всего профессиональные сварщики для сварочных работ используют элементы следующих марок: ЦЛ-11, ОЗЛ-6 и НЖ-13.
ЦЛ-11

Расходные элементы, выпускаемые под этой маркой, предназначены для сваривания элементов из нержавейки с высоким содержанием никеля и хрома. В качестве примера можно привести стали марки 08Х18Н12Т или 08Х18Н12Б. Именно наличие в составе нержавейки двух вышеназванных металлов и обеспечивает ей такое ценное качество, как высокая антикоррозионная стойкость. По этой причине при сварке заготовок из стали этой марки к созданию сварочного шва необходимо подходить с особым вниманием.
Сварка проводится вручную при температурном режиме от +450 градусов с использованием постоянного тока. Покрытие электрода содержит фтористые компоненты и карбонат. При помощи электродов можно сваривать заготовки в любом положении, за исключением вертикального.
Для сварочных швов, выполняемых при помощи электродов этой марки, характерен ряд достоинств:
ОЗЛ-6
Электроды для сварки нержавейки этой марки предназначены для сваривания изделий и конструкций из нержавейки, которым в процессе эксплуатации предстоит испытывать воздействие температур до +1000 градусов. По своим положительным свойствам эти электроды не отличаются от предыдущего вида. Для сварки используется только постоянный ток.
НЖ-13
Выпускаемые под этой маркой электроды для нержавейки предназначены для сваривания заготовок из пищевой стали. За годы их использования неоднократно удалось убедиться, что этот расходный материал прекрасно подходит для соединения не только сплавов с содержанием хрома и никеля, но и тех, которые имеют в составе в качестве одной из составляющих молибден.
Другие марки
Помимо уже рассмотренных марок электродов для нержавейки, существует и ряд других, которые часто используются при сварочных работах:
Довольно часто профессиональные сварщики для проведения сварочных работ применяют электроды для нержавейки, выпускаемые шведской компанией ESAB:
Прежде чем использовать для сварки нержавейки любой из вышеописанных электродов, их нужно прокалить. Однако вначале следует выяснить допустимый температурный режим для электродов выбранной марки.
Особенности сварки нержавейки электродами и проблемы
Нержавеющая сталь устойчива к коррозии и сохраняет прочность при чрезвычайно высоких и низких рабочих температурах. Именно поэтому она актуальна в промышленной сфере. Ее используют и для изготовления медицинского оборудования, в пищевой индустрии.
Обычная нержавейка бывает хромоникелевой или прямого хрома. Их главное отличие – коэффициенты линейного расширения. Так, прямая хромовая нержавеющая сталь имеет низкие коэффициенты. Это показатель определяет расширение и сжатие материала при перепадах температур и давлении. Прямые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. В сравнении с углеродистой сталью, как хром, так и хромоникелевые сплавы имеют высокое электрическое сопротивление и низкую теплопроводность.

Применение нержавеющих материалов позволяет улучшать свойства продукции и выводить ее на новый уровень, делая более конкурентоспособной. Нержавейка – более дорогостоящий материал, поскольку:
Особенности нержавеющей стали
В отличие от ряда других популярных металлов, нержавейка обладает рядом особенностей, которые могут проявиться при соединении элементов из этого металла. Всё это нужно обязательно принимать во внимание, приступая к изготовлению различных конструкций и изделий из этого материала. По сравнению со многими другими видами сталей, нержавейка обладает меньшей теплопроводностью. Из-за этого приходится тратить больше времени на прогрев зоны сварки или использовать для работы ток большей величины.

Во время сварки элементов достаточно большой толщины из нержавейки зазор между ними должен быть немного больше, чем при соединении элементов из других видов стали. Это единственный способ, позволяющий свести к минимуму количество микротрещин, которые могут появиться после проведения сварочных работ.
Во время соединения элементов из нержавейки путем их сваривания сварочные стержни нагреваются до очень высоких температур. Происходит это из-за того, что металл обладает высоким сопротивлением к сварочным процессам. Для уменьшения подобного проявления специалисты рекомендуют применять для сварки специальные электроды, предназначенные для нержавеющей стали.
Марки электродов по нержавейке
Помимо особенностей технологии важно понимать, какие электроды стоит использовать. Рассмотрим популярные марки электродов с рутиловым покрытием:
При выборе марок электродов для сварки на упаковке производитель должен указать важную информацию (или смотрите маркировку), включая полярность, особенности тока, напряжение холостого хода, покрытие и другие характеристики. Исходя из этого, вы поймете, какими электродами можно достигнуть результата.